
數(shù)控工具磨床金剛石砂輪自動(dòng)修整和補(bǔ)償方法
1 引言
全自動(dòng)數(shù)控磨削技術(shù)的發(fā)展,對其配套設(shè)備提出了高要求。作為配套技術(shù)之一的在線全自動(dòng)砂輪修整技術(shù),必須滿足現(xiàn)代數(shù)控磨削工藝的需要,使其向著高精度、超穩(wěn)定、全自控的方向發(fā)展。金剛石砂輪作為高效磨削工具被廣泛應(yīng)用在硬質(zhì)合金、陶瓷、CBN 等超硬材料的加工領(lǐng)域。金剛石砂輪的修整和自動(dòng)補(bǔ)償方法決定了全自動(dòng)數(shù)控磨削機(jī)床的性能,很大程度上決定了砂輪的使用性能和使用壽命。
2 金剛石砂輪修整原理
金剛石砂輪修整方法是影響砂輪磨削性能的重要因素,修整方法的合理選擇將直接影響工件的表面質(zhì)量和磨削精度。目前常用的金剛石砂輪修整方法有: 在線電解修整、電火花砂輪修整、杯形砂輪修整、電解—機(jī)械復(fù)合修整和激光修整。由于杯形砂輪修整方法較其他修整方法操作簡單易于實(shí)現(xiàn),因此本文采用 GC 杯形砂輪修整技術(shù)對金剛石砂輪進(jìn)行自動(dòng)修整。
對于金剛石砂輪這種超硬磨料砂輪的修整通常分為兩個(gè)階段: 整形和修銳。整形是對砂輪進(jìn)行微量切削,其目的是去除初始安裝后砂輪的形狀誤差和表面缺陷,保證砂輪的幾何形狀精度。修銳是因砂輪工作一段時(shí)間后鈍化,為了使切削微刃突出結(jié)合劑并具有適當(dāng)高度,在磨粒間形成足夠的容屑空間,并使單位面積上的有效磨粒數(shù)盡可能多。
3 GC 杯形砂輪修整碗型金剛石砂輪的方法
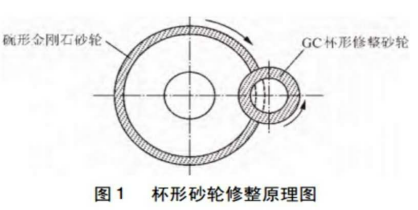
實(shí)際修整時(shí),GC 杯形砂輪與碗型金剛石砂輪之間的幾何關(guān)系及運(yùn)動(dòng)形式如圖 1 所示。碗型金剛石砂輪與 GC 杯形砂輪磨削帶完全交錯(cuò)貼合,分別以一定轉(zhuǎn)速轉(zhuǎn)動(dòng),修整輪和砂輪的轉(zhuǎn)動(dòng)線速度比定位 8: 1。修整輪固定,金剛石砂輪沿軸線方向作修整進(jìn)給,使 GC 杯形砂輪和碗型金剛石砂輪形成相互去磨料磨削。通過兩砂輪端面的對磨,去除金剛石砂輪鈍化磨粒,形成容屑空間,使金剛石砂輪表面重新銳化,達(dá)到修整目的。
 4 砂輪修整全自動(dòng)控制方法
4 砂輪修整全自動(dòng)控制方法
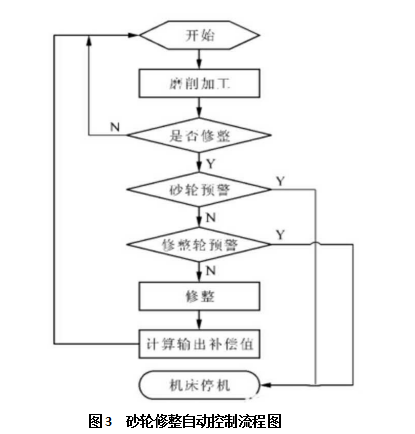
在磨削加工中,砂輪的磨損狀態(tài)是影響磨削質(zhì)量的一個(gè)重要因素。該數(shù)控工具磨床可在刀片加工磨削的全過程中對砂輪狀態(tài)進(jìn)行實(shí)時(shí)監(jiān)測。根據(jù)加工刀片尺寸和材料的不同,需要磨削去除的體積和磨削時(shí)間也不同。綜合考慮各個(gè)因素,設(shè)定自動(dòng)修整的間隔。通過對砂輪磨削刀片次數(shù)計(jì)數(shù),并實(shí)時(shí)的將其與系統(tǒng)設(shè)定的修整間隔比較。當(dāng)磨削次數(shù)達(dá)到設(shè)定的修整間隔次數(shù)時(shí),在 NC 程序中自動(dòng)調(diào)用修整模塊,實(shí)現(xiàn)砂輪的自動(dòng)修整。為了保證機(jī)床運(yùn)行安全,該控制方法還加入了對砂輪壽命和修整輪壽命的實(shí)時(shí)監(jiān)控。只要檢測到本次修整將可能導(dǎo)致砂輪或修整輪到達(dá)預(yù)警厚度,機(jī)床將自動(dòng)發(fā)出報(bào)警信號(hào),停機(jī)等待人工處理。如果砂輪和修整輪均未到達(dá)報(bào)警厚度,則修整順利進(jìn)行。修整結(jié)束后,通過數(shù)據(jù)處理,輸出砂輪修整后的補(bǔ)償值。砂輪修整自動(dòng)控制流程如圖 3 所示
 5 砂輪修整的補(bǔ)償方法
5 砂輪修整的補(bǔ)償方法
被加工工件尺寸的一致性,很大程度上取決于工藝系統(tǒng)狀態(tài)的一致性。砂輪被修整一次之后,磨料厚度減少,砂輪端面到指定標(biāo)定位置發(fā)生了變化,這就導(dǎo)致整個(gè)工藝系統(tǒng)狀態(tài)的改變,被加工工件的尺寸也會(huì)發(fā)生變化,無法保證尺寸一致性。因此,對于砂輪修整之后的補(bǔ)償顯得尤為重要。
分析砂輪修整的過程,是兩個(gè)磨具的相互磨削,不僅砂輪磨料厚度會(huì)減小,修整輪的磨料厚度也會(huì)減少,是一個(gè)綜合作用的結(jié)果。因此,采用多次試驗(yàn)的方法,確定了砂輪修整的 補(bǔ)償方法。
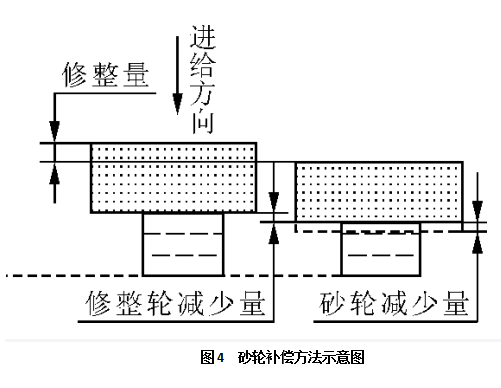
由于金剛石砂輪的硬度和耐磨性遠(yuǎn)大于 GC 杯形修整輪。可以預(yù)見,在一次修整過程中,金剛石砂輪減少的磨料厚度遠(yuǎn)小于修整輪減少的磨料厚度。如圖 4 所示,修整輪位置固定,修整時(shí)砂輪沿進(jìn)給方向前進(jìn)一個(gè)修整量,由于相互磨削作用,砂輪和修整輪厚度同時(shí)減少。他們之間的關(guān)系為: 修整量= 砂輪減少量 + 修整輪減少量。為了保證被加工工件的尺寸一致性,應(yīng)該補(bǔ)償修整之后砂輪的減少量。實(shí)際修整試驗(yàn)數(shù)據(jù)表明,修整量為 0.03mm 時(shí),砂輪減薄量為 0.0015mm,修整輪減薄量為 0.0275mm。
 6 結(jié)語
6 結(jié)語
該砂輪修整自動(dòng)控制方法和補(bǔ)償方法,已經(jīng)在項(xiàng)目開發(fā)的工具磨床上得到實(shí)際應(yīng)用。通過長時(shí)間不間斷的連續(xù)試磨,機(jī)床所加工工件的尺寸一致性控制在 5μm 以內(nèi),該方法的實(shí)際效果得到驗(yàn)證!
全自動(dòng)數(shù)控磨削技術(shù)的發(fā)展,對其配套設(shè)備提出了高要求。作為配套技術(shù)之一的在線全自動(dòng)砂輪修整技術(shù),必須滿足現(xiàn)代數(shù)控磨削工藝的需要,使其向著高精度、超穩(wěn)定、全自控的方向發(fā)展。金剛石砂輪作為高效磨削工具被廣泛應(yīng)用在硬質(zhì)合金、陶瓷、CBN 等超硬材料的加工領(lǐng)域。金剛石砂輪的修整和自動(dòng)補(bǔ)償方法決定了全自動(dòng)數(shù)控磨削機(jī)床的性能,很大程度上決定了砂輪的使用性能和使用壽命。
2 金剛石砂輪修整原理
金剛石砂輪修整方法是影響砂輪磨削性能的重要因素,修整方法的合理選擇將直接影響工件的表面質(zhì)量和磨削精度。目前常用的金剛石砂輪修整方法有: 在線電解修整、電火花砂輪修整、杯形砂輪修整、電解—機(jī)械復(fù)合修整和激光修整。由于杯形砂輪修整方法較其他修整方法操作簡單易于實(shí)現(xiàn),因此本文采用 GC 杯形砂輪修整技術(shù)對金剛石砂輪進(jìn)行自動(dòng)修整。
對于金剛石砂輪這種超硬磨料砂輪的修整通常分為兩個(gè)階段: 整形和修銳。整形是對砂輪進(jìn)行微量切削,其目的是去除初始安裝后砂輪的形狀誤差和表面缺陷,保證砂輪的幾何形狀精度。修銳是因砂輪工作一段時(shí)間后鈍化,為了使切削微刃突出結(jié)合劑并具有適當(dāng)高度,在磨粒間形成足夠的容屑空間,并使單位面積上的有效磨粒數(shù)盡可能多。
3 GC 杯形砂輪修整碗型金剛石砂輪的方法
實(shí)際修整時(shí),GC 杯形砂輪與碗型金剛石砂輪之間的幾何關(guān)系及運(yùn)動(dòng)形式如圖 1 所示。碗型金剛石砂輪與 GC 杯形砂輪磨削帶完全交錯(cuò)貼合,分別以一定轉(zhuǎn)速轉(zhuǎn)動(dòng),修整輪和砂輪的轉(zhuǎn)動(dòng)線速度比定位 8: 1。修整輪固定,金剛石砂輪沿軸線方向作修整進(jìn)給,使 GC 杯形砂輪和碗型金剛石砂輪形成相互去磨料磨削。通過兩砂輪端面的對磨,去除金剛石砂輪鈍化磨粒,形成容屑空間,使金剛石砂輪表面重新銳化,達(dá)到修整目的。
在磨削加工中,砂輪的磨損狀態(tài)是影響磨削質(zhì)量的一個(gè)重要因素。該數(shù)控工具磨床可在刀片加工磨削的全過程中對砂輪狀態(tài)進(jìn)行實(shí)時(shí)監(jiān)測。根據(jù)加工刀片尺寸和材料的不同,需要磨削去除的體積和磨削時(shí)間也不同。綜合考慮各個(gè)因素,設(shè)定自動(dòng)修整的間隔。通過對砂輪磨削刀片次數(shù)計(jì)數(shù),并實(shí)時(shí)的將其與系統(tǒng)設(shè)定的修整間隔比較。當(dāng)磨削次數(shù)達(dá)到設(shè)定的修整間隔次數(shù)時(shí),在 NC 程序中自動(dòng)調(diào)用修整模塊,實(shí)現(xiàn)砂輪的自動(dòng)修整。為了保證機(jī)床運(yùn)行安全,該控制方法還加入了對砂輪壽命和修整輪壽命的實(shí)時(shí)監(jiān)控。只要檢測到本次修整將可能導(dǎo)致砂輪或修整輪到達(dá)預(yù)警厚度,機(jī)床將自動(dòng)發(fā)出報(bào)警信號(hào),停機(jī)等待人工處理。如果砂輪和修整輪均未到達(dá)報(bào)警厚度,則修整順利進(jìn)行。修整結(jié)束后,通過數(shù)據(jù)處理,輸出砂輪修整后的補(bǔ)償值。砂輪修整自動(dòng)控制流程如圖 3 所示
被加工工件尺寸的一致性,很大程度上取決于工藝系統(tǒng)狀態(tài)的一致性。砂輪被修整一次之后,磨料厚度減少,砂輪端面到指定標(biāo)定位置發(fā)生了變化,這就導(dǎo)致整個(gè)工藝系統(tǒng)狀態(tài)的改變,被加工工件的尺寸也會(huì)發(fā)生變化,無法保證尺寸一致性。因此,對于砂輪修整之后的補(bǔ)償顯得尤為重要。
分析砂輪修整的過程,是兩個(gè)磨具的相互磨削,不僅砂輪磨料厚度會(huì)減小,修整輪的磨料厚度也會(huì)減少,是一個(gè)綜合作用的結(jié)果。因此,采用多次試驗(yàn)的方法,確定了砂輪修整的 補(bǔ)償方法。
由于金剛石砂輪的硬度和耐磨性遠(yuǎn)大于 GC 杯形修整輪。可以預(yù)見,在一次修整過程中,金剛石砂輪減少的磨料厚度遠(yuǎn)小于修整輪減少的磨料厚度。如圖 4 所示,修整輪位置固定,修整時(shí)砂輪沿進(jìn)給方向前進(jìn)一個(gè)修整量,由于相互磨削作用,砂輪和修整輪厚度同時(shí)減少。他們之間的關(guān)系為: 修整量= 砂輪減少量 + 修整輪減少量。為了保證被加工工件的尺寸一致性,應(yīng)該補(bǔ)償修整之后砂輪的減少量。實(shí)際修整試驗(yàn)數(shù)據(jù)表明,修整量為 0.03mm 時(shí),砂輪減薄量為 0.0015mm,修整輪減薄量為 0.0275mm。
該砂輪修整自動(dòng)控制方法和補(bǔ)償方法,已經(jīng)在項(xiàng)目開發(fā)的工具磨床上得到實(shí)際應(yīng)用。通過長時(shí)間不間斷的連續(xù)試磨,機(jī)床所加工工件的尺寸一致性控制在 5μm 以內(nèi),該方法的實(shí)際效果得到驗(yàn)證!




網(wǎng)友推薦
- 湖南興大非標(biāo)磨具專屬定制——CBN砂...
- 2017年中國品質(zhì)最好的砂輪...
- 湖南專業(yè)生產(chǎn)CBN砂輪的公司——湖南...
- 磨削燒傷原因解析...
- 興大精英游張家界...
- 湖南興大CBN(立方氮化硼)磨具結(jié)合劑...
- 立方氮化硼磨軸承平面CBN金屬砂輪最...
- 砂輪質(zhì)量問題會(huì)帶來哪些危害...
- 湖南興大成功參展2016第九屆中國數(shù)控...
- 粗磨、拋光組合砂輪同臺(tái)設(shè)備“加工...
今日話題
-
 打磨不銹鋼用什么砂輪
打磨不銹鋼用什么砂輪我們在打磨不銹鋼材的時(shí)候需要用到...
-
 金剛石砂輪具有哪些特征及用途
金剛石砂輪具有哪些特征及用途由于現(xiàn)在金剛石砂輪工具應(yīng)用廣泛,...
-
 砂輪日常常見問題及解決方法歸納
砂輪日常常見問題及解決方法歸納1、砂輪的線速度過大 問題:砂輪軸...
-
 那山、那水、那時(shí)光——興大精英貴州之旅
那山、那水、那時(shí)光——興大精英貴州之旅為了增強(qiáng)公司員工的團(tuán)隊(duì)意識(shí),讓員...
-
 岳麓山“團(tuán)隊(duì)致勝”爬山活動(dòng)報(bào)道
岳麓山“團(tuán)隊(duì)致勝”爬山活動(dòng)報(bào)道秋高氣爽,正是登高遠(yuǎn)足的好季節(jié)。...
-
 興大公司參加在青島舉行的第21屆國際機(jī)床展覽會(huì)
興大公司參加在青島舉行的第21屆國際機(jī)床展覽會(huì)2018年8月2日至8月6日,興大公司參加...
-
 興大公司參展第十屆中國數(shù)控機(jī)床展覽會(huì)
興大公司參展第十屆中國數(shù)控機(jī)床展覽會(huì)2018年4月9日,由中國機(jī)床工具工業(yè)協(xié)...
-
 湖南興大參加第十九屆DMP東莞國際模具、金屬加
湖南興大參加第十九屆DMP東莞國際模具、金屬加2017年11月28日至12月1日,湖南興大受...
-
 興大精英游張家界
興大精英游張家界11月是金色的豐收的季節(jié),也是公司...
-
 湖南興大參展2017第十五屆中國數(shù)控機(jī)床展覽會(huì)
湖南興大參展2017第十五屆中國數(shù)控機(jī)床展覽會(huì)2017年4月17日至4月22日湖南興大公司在...



擊這里給我發(fā)消息")
